




Pred hlavným procesom extrúzie sa skladovaná polymérna surovina zmieša s rôznymi prísadami, ako sú stabilizátory (pre tepelnú, oxidačnú stabilitu, UV stabilitu atď.), farebné pigmenty, retardéry horenia, plnivá, mazivá, výstuže atď. kvalita produktu a spracovateľnosť.Zmiešanie polyméru s aditívami tiež pomáha dosiahnuť cieľové špecifikácie profilu vlastností.
Pre niektoré živicové systémy sa zvyčajne používa dodatočný proces sušenia, aby sa zabránilo degradácii polyméru v dôsledku vlhkosti.Na druhej strane, pre tie, ktoré zvyčajne nevyžadujú sušenie pred použitím, môže byť ešte potrebné podstúpiť sušenie, najmä ak boli uskladnené v chladných miestnostiach a náhle umiestnené do teplejšieho prostredia, čím sa spustí kondenzácia vlhkosti na povrchu materiálu.
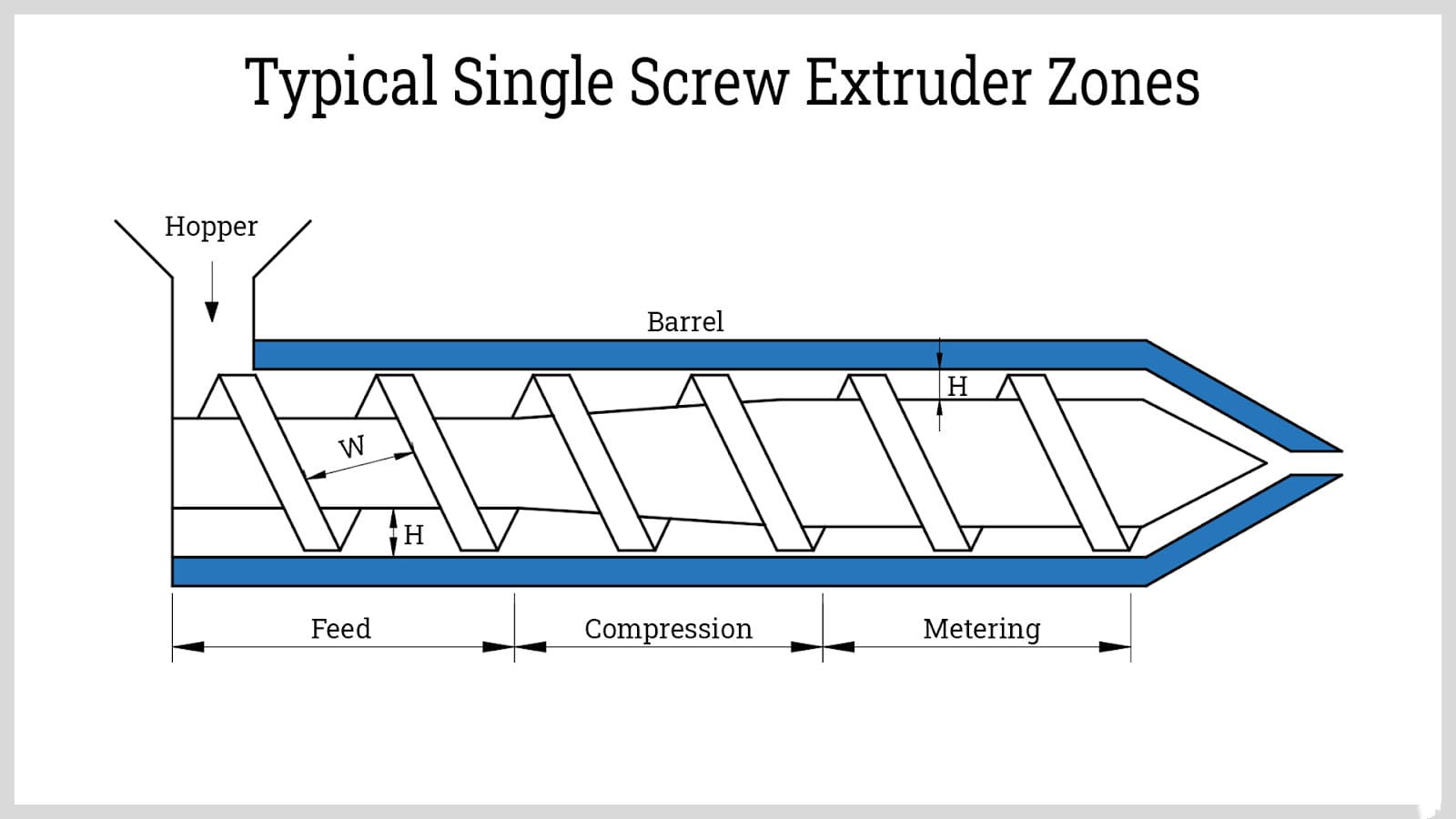
Po zmiešaní a vysušení polyméru a prísad sa zmes gravitačne privádza do násypky a cez hrdlo extrudéra.
Jedným z bežných problémov pri manipulácii s pevnými materiálmi, ako je polymérny prášok, je jeho tekutosť.V niektorých prípadoch môže dôjsť k premosteniu materiálu vo vnútri násypky.Preto môžu byť použité špeciálne opatrenia, ako je prerušované vstrekovanie dusíka alebo akéhokoľvek inertného plynu, aby sa narušil akýkoľvek polymér nahromadený na povrchu násypky, čím sa zabezpečí dobrý tok materiálu.
Materiál steká dole do prstencového priestoru medzi závitovkou a valcom.Materiál je tiež ohraničený skrutkovým kanálom.Keď sa skrutka otáča, polymér sa posúva dopredu a pôsobia naň trecie sily.
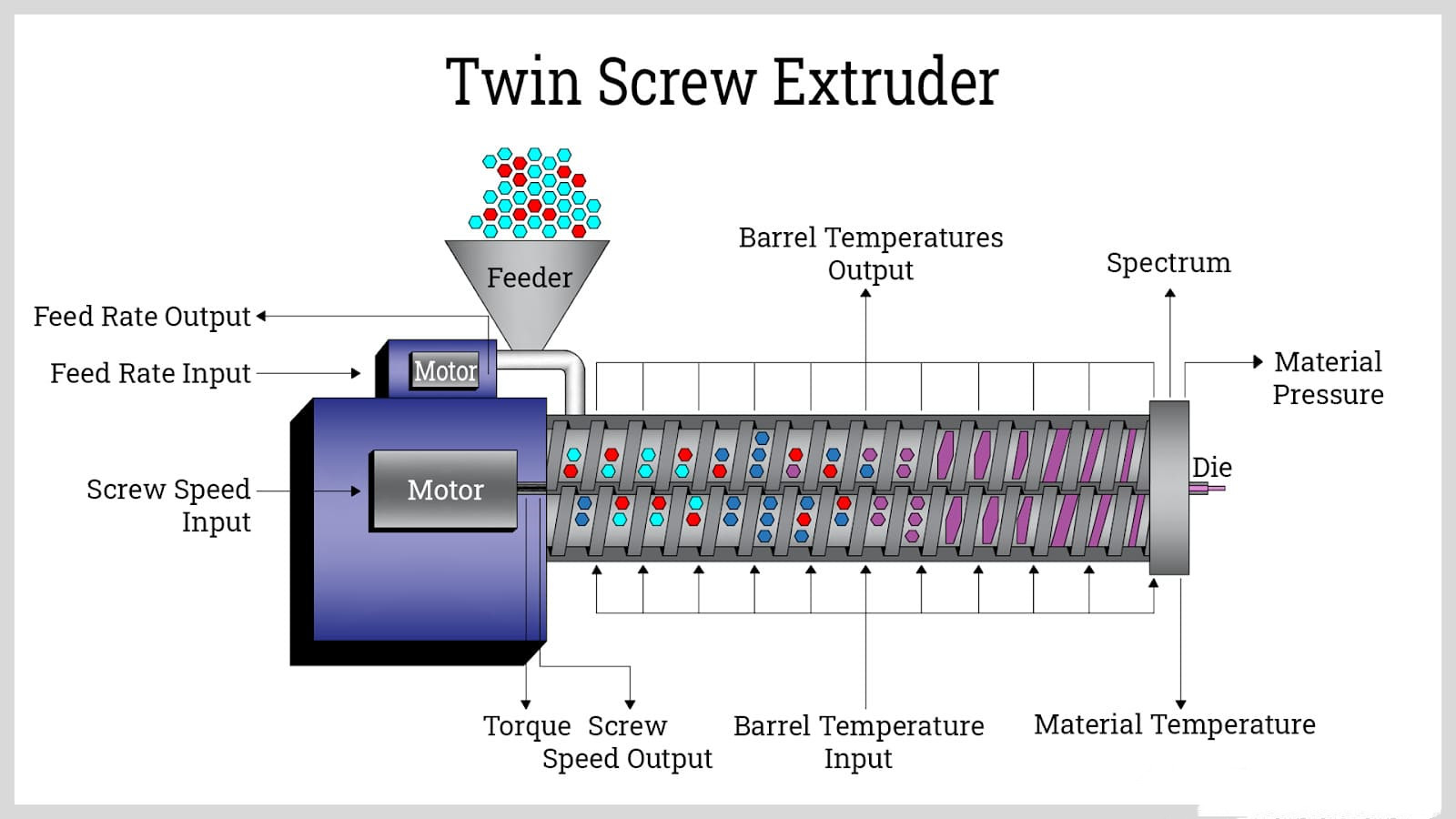
Sudy sa bežne zahrievajú s postupne sa zvyšujúcim teplotným profilom.Ako sa polymérna zmes pohybuje z privádzacej zóny do dávkovacej zóny, trecie sily a zahrievanie valca spôsobujú, že materiál je plastifikovaný, homogénne premiešaný a spolu miesený.
Nakoniec, keď sa tavenina približuje ku koncu extrudéra, prechádza najprv cez sito.Sito sa používa na filtrovanie akýchkoľvek cudzích materiálov v termoplastickej tavenine.Tiež chráni otvor matrice pred upchatím.Tavenina sa potom vytlačí z formy, aby získala tvar formy.Okamžite sa ochladí a vytiahne z extrudéra konštantnou rýchlosťou.
Po ochladení je možné vykonať ďalšie procesy, ako je úprava plameňom, tlač, rezanie, žíhanie, deodorizácia atď.Extrudát sa potom podrobí kontrole a pokračuje v balení a preprave, ak sú splnené všetky špecifikácie produktu.
Čas odoslania: 08. december 2022






